���岿�֣�늕�̎��վλ��
늕�̎��ϵ�е��IJ����҂�ӑՓ�˹����ܶ�
�F���݁��Ϳ��ͨ�^ʹ��ˮ��ճ����Ϳ�ρ���ɡ�ʹ��ˮ�����|Ҫ����ı�횱��܄���Ϳ���и��߱��渽��������ˣ��M����ʹ���A̎�����|�����A̎���ĸ߷��Ӿۺ������ڸ�Ϳ�r�ٴ�̎�����D��5�@ʾ��ͬ���|��̎���ȼ�
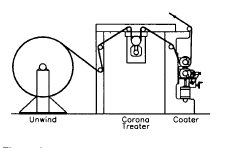
Figure 4
�D��5 �������ܶ�
| �܄���Ϳ��: | 1.2 to 1.4 ��/ƽ��Ӣ��/�� |
| ˮ����ճ��: | 1.3 to 3.3 ��/ƽ��Ӣ��/�� |
| U.V.Ϳ��: | 2.0 to 3.0 ��/ƽ��Ӣ��/�� |
| 100% ���wճ��: | 1.0 to 1.5 ��/ƽ��Ӣ��/�� |
�A̎���ͺ�̎��
�ָ߷������ڔD����ˇ��̎����̎�����****�����^44DYNS�� �@�ӻ��IJ��������z�r“����”�������ĺ����T�绬�ӻ�����������ӄ����t����渽���������ͣ��@��������ӄ������x�����渲�w��̎�����|���������S���M�븲Ϳ��ˇ�r����ԓ�ٴ��ڹ�ˇ����̎�����|���֏�늕�̎����������ߵ�����̎���ȼ���̎�����ܶȿ��Ը���44DYNES ���@������p�@����ǰ����̎���Ļ��ı��挢���wһ��Ϳ�ϻ����ӄ���
��̎�����Q��֮��̎����Ϳ���|�ı����Ԏ������m�D�Q��ˇ���@��Ҫ��ͨ�^늕���ˇ��ɡ��A̎���ͺ�̎����ˇҪ���O��ĎN���Á�M��D�����z�\���ЏV����ͬ���g�ͳɱ�Ҫ��
���Y
�M�ܾ��ٶ�������ߣ�Ҫ����p���ĺ��͏������Լ����D���|�ij��F��늕�̎�����g�ѽ�ȡ���^���M�����M�㌦���g�ͳɱ��������ĸ�Ϳ�ИI����̎����ˇ��
���I��˾�鸣˹�ض�������