�������֣� ݁��݁����ϵ�y�еļ���ƫ��
���岿�ּm߅ϵ�y�҂�ӑՓ�˼m߅ϵ�y��݁�վ�ϵ�y�еľ��Ⱥͷ���
����ƫ��
�D6������·���͠���׃��
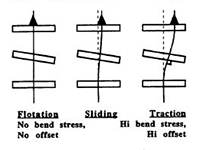
����ٻ���б��ƫ������ɵ�����һ������韩�����_�Ǿ���߅λ���Ƅӡ����C���ٶȼӿ��p���r������б��һ߅�Ƅӡ�ͨ�����ٶȸ�׃�����·��Ƅӱ��ʱ��ٶ�б�¸�����ء��z�����ǣ�����ƫ���@���g�Z�t�N����߅�Ƅ���ɵ��挍ԭ���H�ϣ������Բı���o���Д������Ƅӵ��ٶȡ��D6�ܺõ��f���˲�ͬ�����ڙC���д��Еr�a���ּ���ƫ���ԭ���ڴ��҂��@ʾ��ij��݁ͲδУ�ʕr������δ��^�C��������ȫ��������r�£����������е�݁����ѭ�����M�뷨�t��Ҳ�����Ǹ�δУ��݁Ͳ���ڴ���ע�⣬������݁��У�ʵ���r������δ��еġ��ڼ���ĸ���݁�\���У����ھ��IJ��ܡ�݁Ͳ������������ֱ�Ӵ��^�C�����ڼ�������r�£����IJ����á�݁Ͳ��������ֱ�Ӵ����^�C����������Сƫ��r�����F�gЪ�Ի�߅����r����ˣ�ÿ�����|�����ĵ�݁Ͳ���͕��������ƾ��ķ���Ȼ�������݁Ͳ̎���oֹ��B����������B���m���t����Ҳһֱ����ԭ��·�����@���ܺ��Κw��ֱ�������@���������IJ���Ҏ�t�������δ��^�C�����҂������_�����ڴ���r�£�������Ȼ�ɱ���һ�¡�Ȼ������������Ǐ���ȫ݁����������݁������·��Ҳ������׃�ӡ��ˠ������ĸ�׃�dz������������ױ����y�^�y����y����������������Σ��@�����¾����������Ƅӡ���������r��׃�ķ�ʽ�кܶ࣬�Ҋ���������p�p�@݁Ͳ�l��������׃���@����ζ����������S����׃�ӣ�����Ҳ����ijЩ݁�ϰl���p�ĸ�׃����Σ����ٶ�׃�ӵ���r�¾S�֏��������y����r����ˣ�����ƫ�Ʋ����������ٶȻ��ٶ�׃�ӱ������������ڏ���׃�����a�����ٶ�׃��������҂�����ҪĿ�����{������һ�£����C�����ڰ��b�������������ֺ�δ���b�������������־��ܾS�ֺܺõĠ�B���Еr�����H���Ӳ��ֻ������������־S���^�õģ������������ط����ھ��Ŀ��ܕ��^������݁�T�Ի�������Ȼ��������҂��p��݁δУ�ʎ��ʻ������Ά��}���҂������p��ƫ����ć��؆��}����_�еķ��������ù�WУ�ʃx��У�ʾ��ϰ����Ϳ��D݁Ͳ�ڃȵ�����݁Ͳ����鼴ʹ�ǵͿ��D݁ͲҲ�п��ܺ�������Ҫ�Ĺ�ˇ݁Ͳһ���ƄӾ��ķ���Ȼ�����Еr�����Dz�����݁Ͳ������һ���⸡�����ڠ������ġ���һ������ͨ�^�g϶�͚⸡�y��ƽ����䡣��������K�Д�����Ƿ�ƽ�⣬�@��������ƽ���Ԓ���ڏ����������䆢�ӻ�ʧЧ�r����λ���Կɱ������á����Ҫ�M���ܱ��־���һ�£�ƽ�������o�����´����@�������ı����IJ�ƽ�������´����Ӵ�������ӑՓ���}�y�ȡ�ֻ���ھ��ĺ͙C�������C���õ���r�£�����߅�����ܳ��m����һ�¡�
�����ɴ��l �_˹��ʿ�鸣˹�ؠ���˾��